今年口罩异常火爆,导致口罩数量严重紧缺。口罩机也倍受关注,现对口罩机生产工序图纸技术做一个简单分享,希望对大家有帮助。
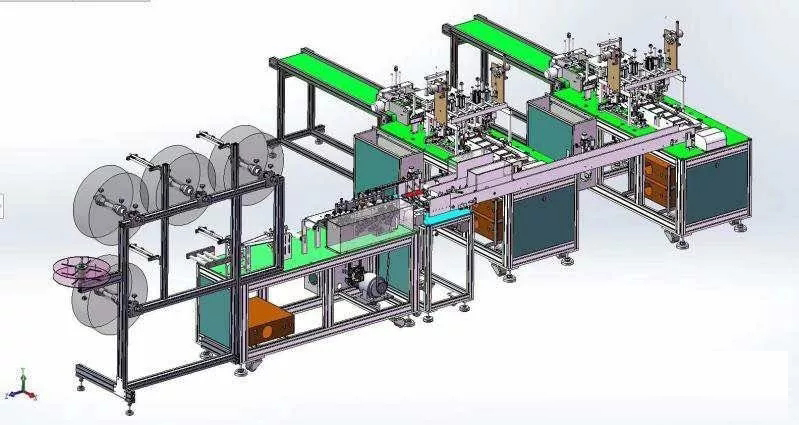
口罩机设备的轴测图:
口罩机设备的俯视图:

接下来,咱们就按照口罩机的工序。
1、口罩主体制作工序
1.1 原材料上料工序
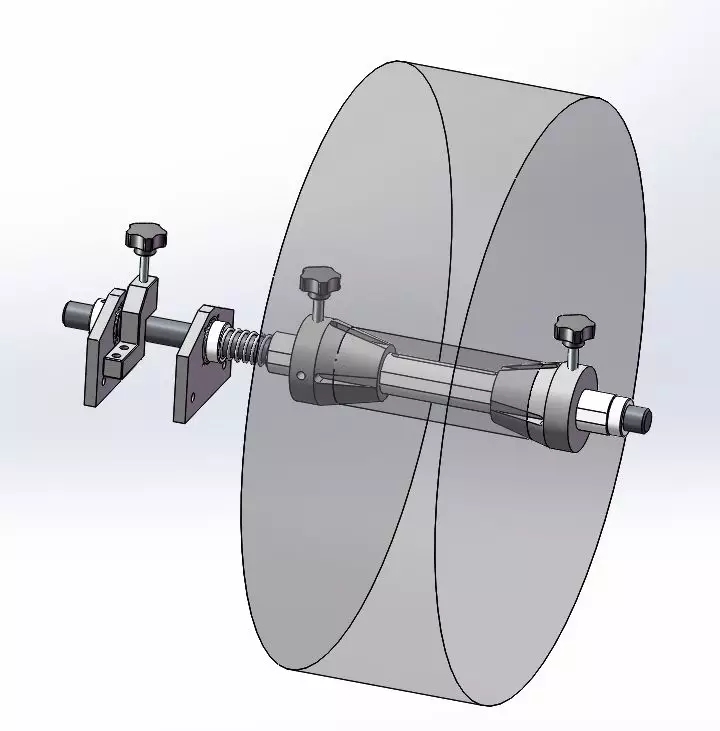
1.2 布料放置架
点评:布料卷采用两个锥形块来支撑定位,既可适应布卷内孔不同大小,也可适应不同宽度(专业术语称幅宽)的规格,还方便位置的调整。该结构存在的问题是张力调整机构,同其它料卷上料机构一样,不能简单在轴上增加阻尼,最好的方式可增加专门阻尼机构,确保料带的张力均衡稳定。
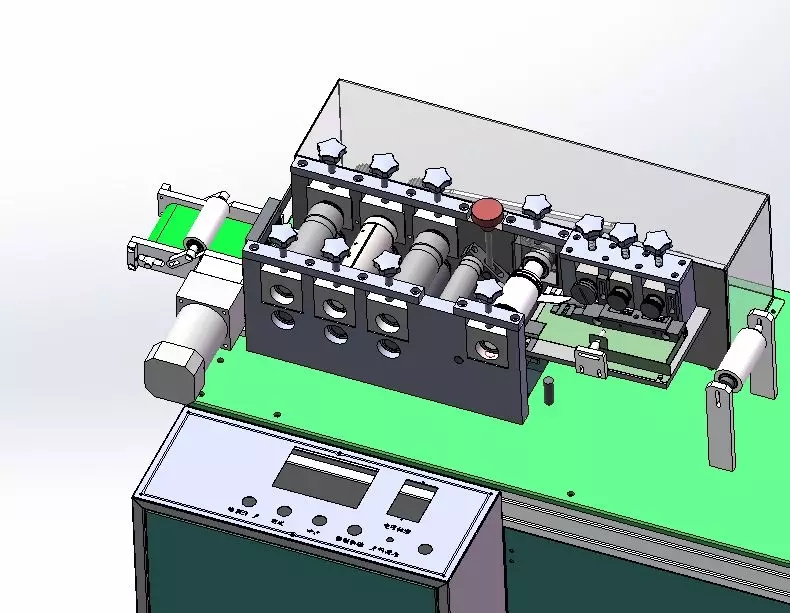
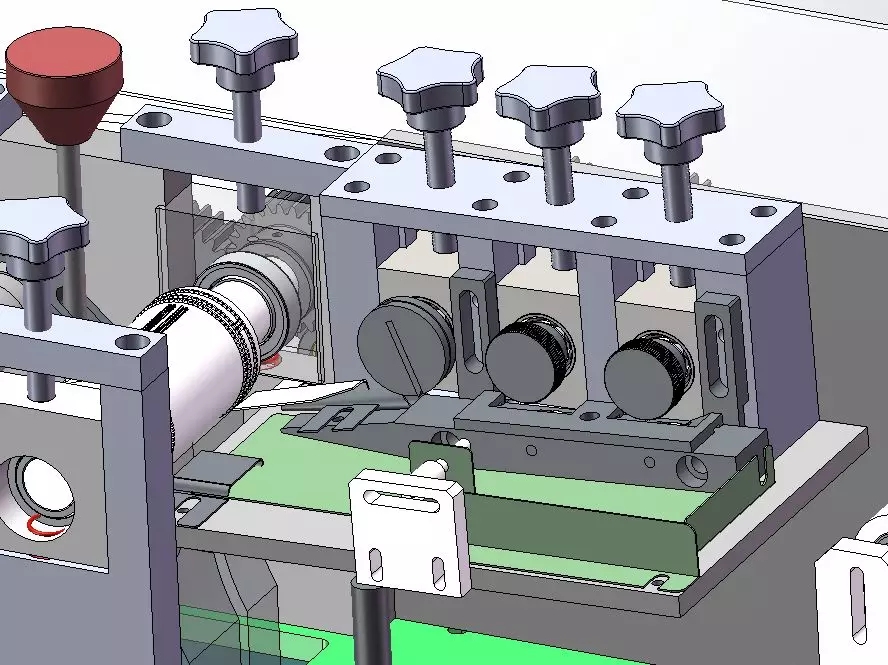
2、口罩主体处理工序
点评:此组件关键是压辊调整机构。既要保证滚筒的压紧力,还要保证压辊两侧的压紧力一致,这样才能避免料带跑偏,因布料为软性材料,无法采用机械挡边的纠偏方式来纠偏,类似于皮带传输。滚筒压紧调整方式最好采用弹性的压紧方式可自适应材料的厚度。另外还有考虑穿料带的方便性,可采用偏心轮机构,简单的操作,滚轮自动抬起便于穿料。
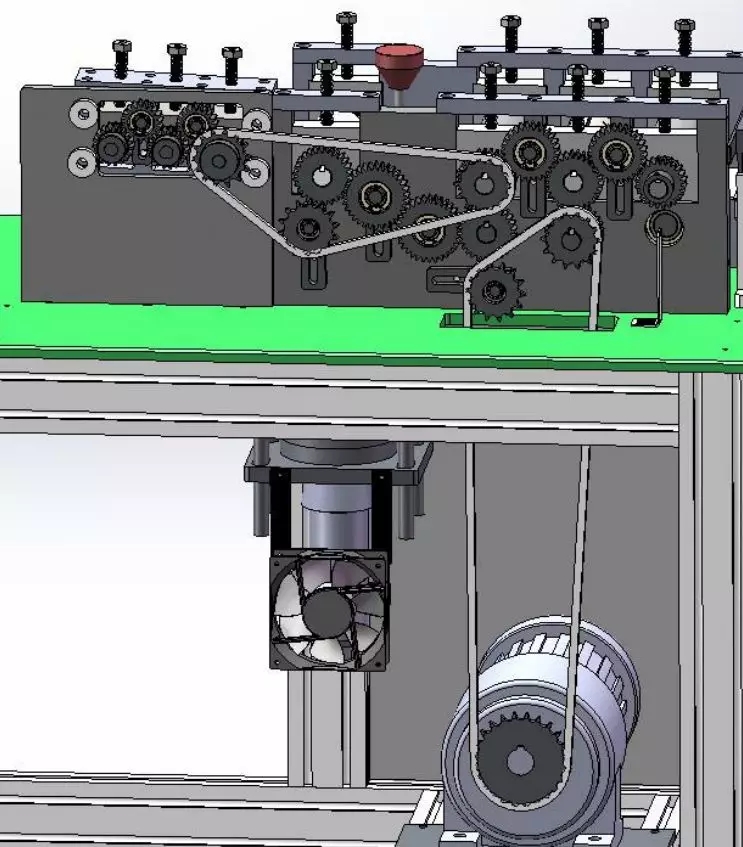
2、工序中的机构分析
2.1 整个工序,除分离输送带部分,只有一个驱动电机,每个运动滚筒的动力都来自这个电机,而中间动力的传递都是通过链轮链条、齿轮等传动机构。这一部分就不细说了,大家可以下载模型后,自己研究一下它的具体传递方式。
点评:采用一个动力不仅节省动力,关键还可保证线速度的一致性。理论上后端的线速度比前端可适当快一点,这样可保证料带始终保持张紧的状态,反之就会出现问题。
2.2鼻梁线切断工序
这个工序中包含了鼻梁线的驱动,截取和布料一侧的折边,具体看下图:
点评:布料一侧有折边的动作,就意味着布料会出现一侧受力,必须有保持布料不发生偏移的机构,可采用针轮机构,该机构是纺织机械上常用的结构。
3、主体分料工序
因为前面的工序效率比较高,为了生产速度匹配,就用了一拖二的方式,而这个工序就是用来分配前道工序过来的口罩主体。
点评:分料机构在传感器信号的配合下完成分料动作,在传输皮带的作用下,物料在惯性的作用下飞入到分料机构的接料板上,端部挡板起到限位作用,尽管物料是软材,因只是惯性力作用,也能保证较为准确定位。两侧的翻料机构为联动装置,确保一侧翻料时,另一侧的接料板同步回到接料位。
3.1 分料机构
上一道工序会将口罩主体送入中间位置,然后由两侧的拨杆分别将口罩主体,依序的拨入左右两侧,推料气缸再将口罩主体推入输送带。
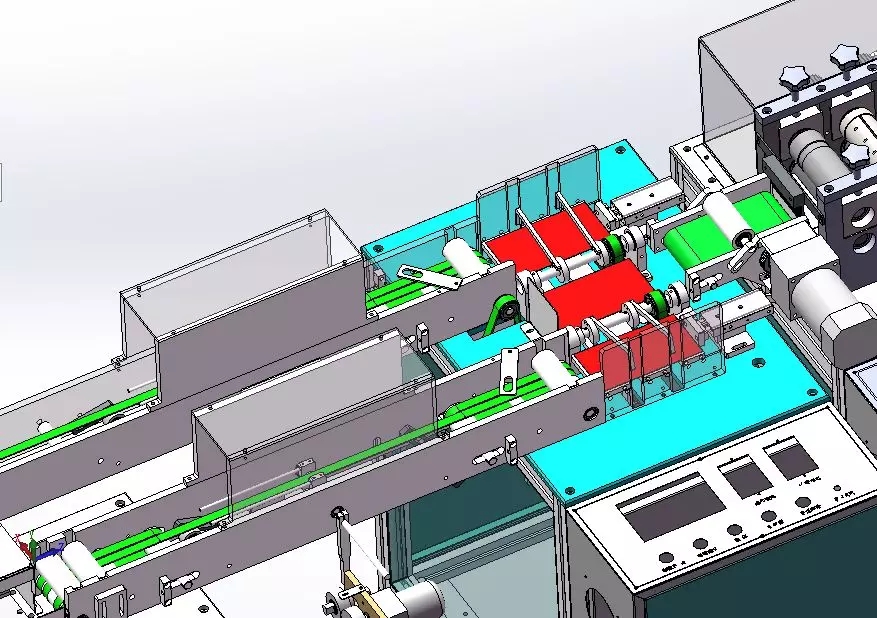
Ⅲ、耳带熔接/折叠
因为耳带熔接/折叠工序-1 和-2 是一样的,所以分析一个就可以了。
一、工作顺序
1、口罩主体从上一道工序,输送到入料处,跟随步进式输送线前进;
2、经过耳带熔接机构,将耳带熔接在口罩主体上;
3、经过耳带折叠机构,将耳带向内折叠;(这个机构就是我前面提到的,比外耳式多的一道工序)
4、完成的口罩进入码垛机构,然后每码垛 10 个,放到下料输送带,再由人工取走。
二、机构分析
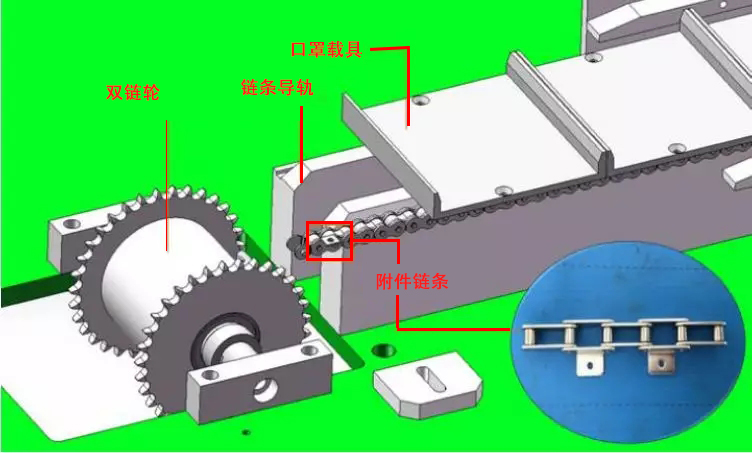
1、步进式输送线
其实输送线很普通,主要是想说一下它固定载具的方式:
点评:主要要考虑与进出料机构机构的配合,载具是固定在链条上,载具重量尽可能轻,考虑到卫士问题,是否可采用不锈钢钣金,笔者看到很多都是采用铝合金机加工件。另是否要考虑链条的张力机构来防止链条磨损后变长的问题,如果需要,张力机构如何布置,从图中来看只能在从动轴上做文章。
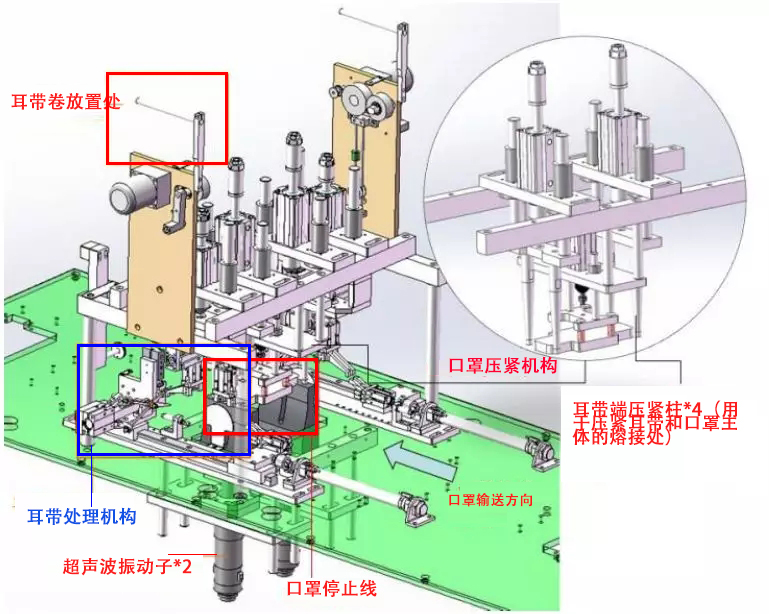
2、耳带熔接机构
1)先说一下这个机构的具体动作顺序
输送线将口罩主体输送到口罩停止位
→ 耳带处理机构,将耳带放置在口罩两端 ;
→ 压紧机构下压 ;
→ 超声波熔接机工作,将耳带熔接在口罩上;
→完成。
2)还是惯例,说一下值得一说的机构
估计这一个机构,大家最感兴趣的就是,耳带是怎么截取并放到口罩上的。先说一下,口罩左右两侧的耳带处理机构是对称的,所以原理是一样的。
下面看详细的图:
→ 耳带从上面的耳带卷下来后,从耳带出口出来;
→ 最右侧的笔形气缸驱动拉耳带夹子,夹住耳带出来;
→ 耳带两端夹子,夹住耳带;
→ 剪刀将耳带剪断,耳带两端夹子将耳带两端放置到位;
→ 执行熔接动作;
→ 重复以上动作。
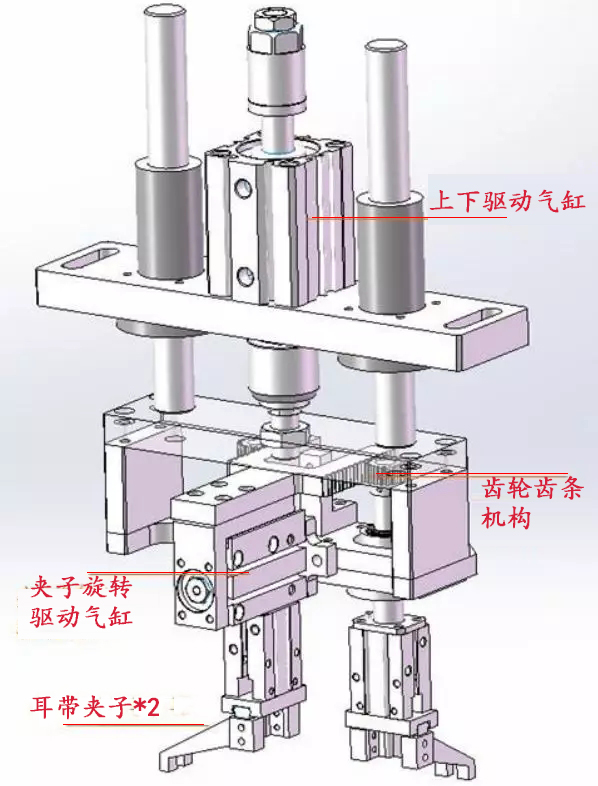
以上就是耳带处理机构整个的动作流程,再来看一下耳带两端夹子的具体机构:
旋转时,上下气缸提起;到位时,上下气缸下降。夹子旋转驱动气缸,通过驱动齿轮齿条机构,将直线运动转化为旋转运动(这个机构记下来,平常说不定会用到)。
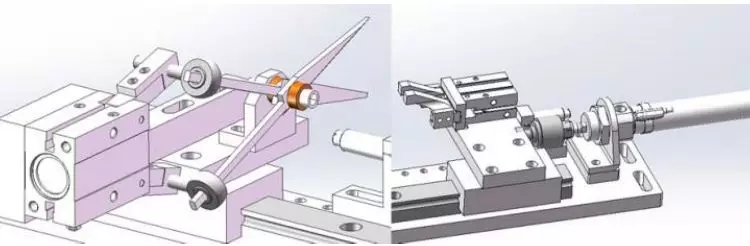
备注:图中两个夹子只是展示了两个不同的状态,实际使用中是对称的。再来看一下耳带剪刀、拉耳带夹子处的细节图:
点评:耳带剪切机构可能是比较容易出问题的地方,因为时间长了刀口会钝,光靠更换材料可能不一定能从根本上解决问题,只能延长使用寿命,是否可考虑快速更换刀片的方式,将刀片设计成组合式结构,如铣刀上的铣刀刀片。剪刀结构也可采用斜口裁剪式结构。
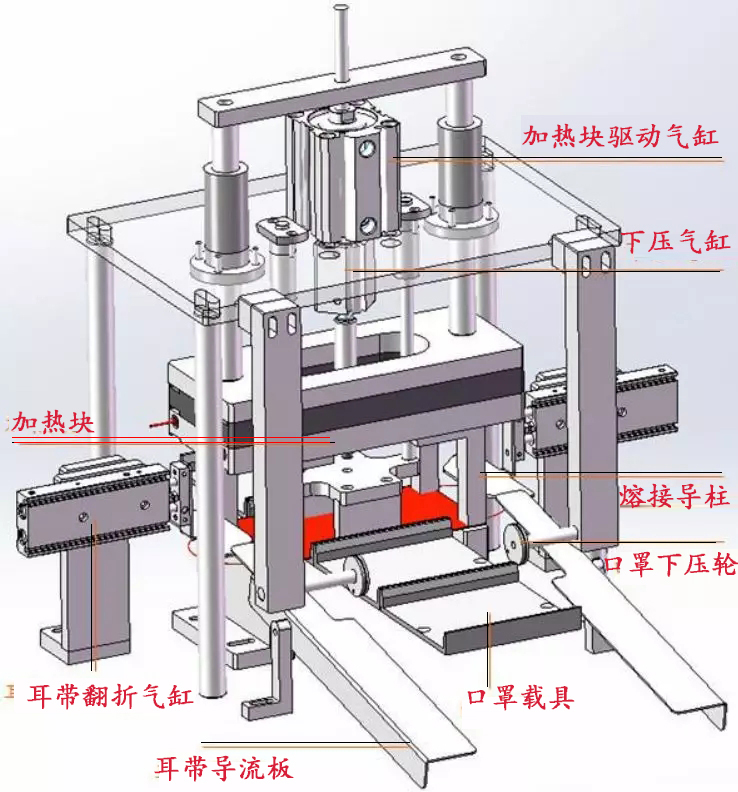
3、耳带折叠机构
1)这个机构并不复杂,上面的图里基本都标注清楚了,所以就只说说动作顺序:
→ 口罩载具输送口罩,经过耳带导流板时,将耳带折起 90°(口罩下压轮的作用是防止在导流时,口罩被带起来);
→ 到达位置后,下压气缸往下,压住口罩,然后耳带翻折气缸把耳带向前推到口罩上,退回;
→ 熔接导柱下压,压住耳带和口罩主体的接触点,然后加热。
4、码垛机构
1)机构动作顺序
→ 载具输送口罩到皮带线上,输送皮带线将口罩带到落料处;
→ 上方传感器有计数功能,每累计 10 个,下压气缸往下,将 10 个口罩压到下料输送带上,最后由人工将口罩取走。
A一托一平面口罩机(3D/工程图)
B第一代一托二平面口罩机(3D/工程图/BOM/程序/电路图)
一拖一全自动口罩机,三层口罩自动化生产,自动上皮条上布,带皮条剪切,超声波焊接成型,最后成品下料。










 高品质
高品质
 低价格
低价格
 快交期
快交期
 优服务
优服务
 400-631-6128
400-631-6128